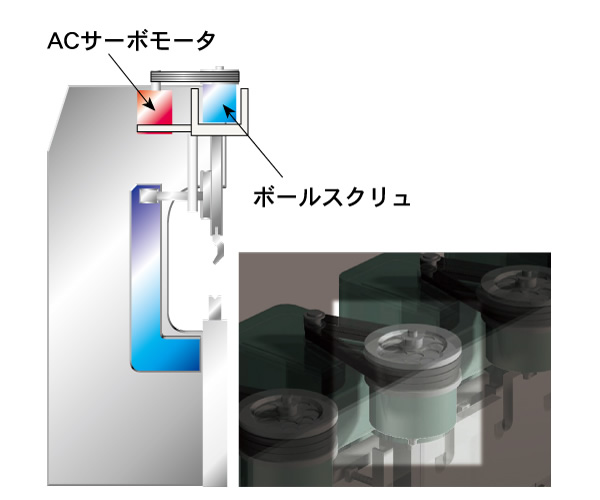
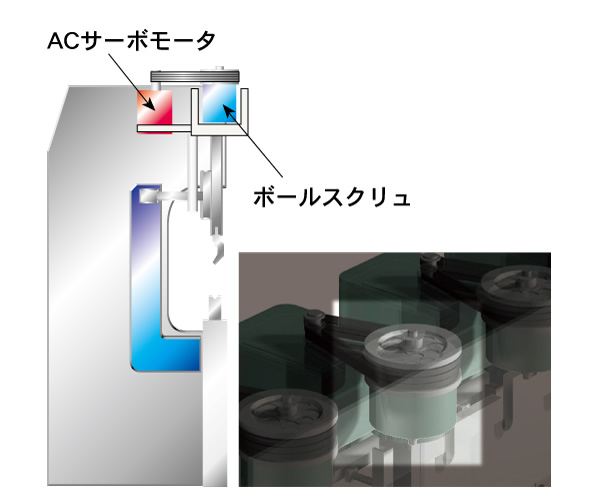
通过AC伺服电机和滚珠丝杠驱动滑块。
折弯深度的高重复精度可适用于超精密加工
大扭矩伺服电机和滚珠丝杠驱动
生产性/降低运行成本
安全的折弯弯曲

重点
通过大扭矩伺服电机和滚珠丝杠驱动滑块。
因为不用液压油,不受油的发热影响,可以期待高重复精度和节能效果。
该型号折弯机推荐用于精密加工。
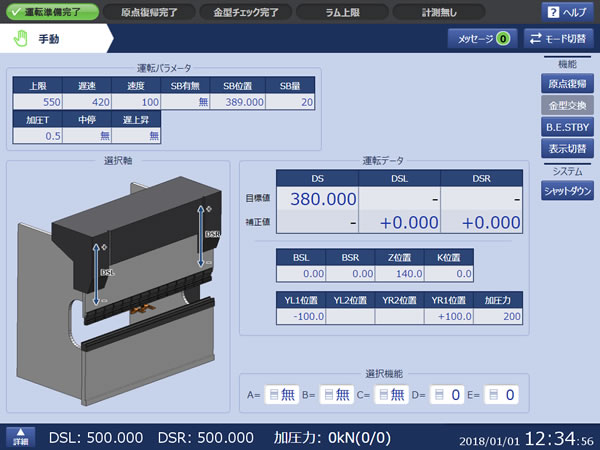
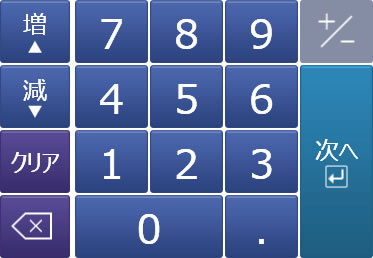
操作盘的操作性/设计性提高
采用大型数字键盘,可实现快速无误的输入并确认输入值
变更按钮和文字,更改为更适合触摸输入的大小
画面布局遵循视线自然移动的设计
使按钮和图标类保持适度的立体感,重视易懂性
以格洛丽亚蓝为基调的蓝色系设计,表现出沉稳的形象和小松的风格


大扭矩伺服电机和滚珠丝杠驱动
通过大扭矩伺服电机和滚珠丝杠驱动,即使连续运行,发热影响也极小,可以实现稳定的重复精度。
由于使用超高刚性滑块,即使折弯长度发生变化,角度仍然稳定,长尺寸折弯中的修正次数减少。

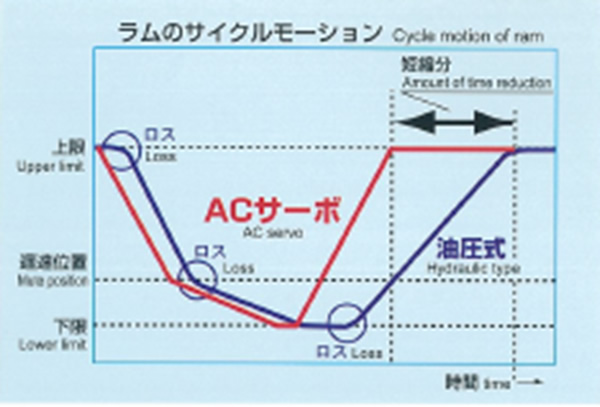
生产性/降低运行成本
采用大扭矩矩电机,同时实现了微米级精度的下限停止精度和短周期运转。
因为伺服电机直接驱动滚珠丝杠,与以前的油压机相比,改善了能效。由于不使用油压设备,因此无需保养(更换工作油)。
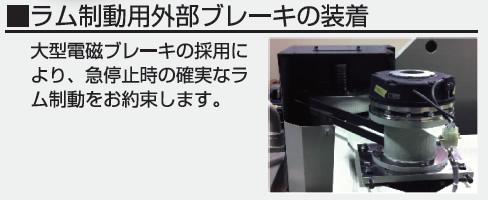
安全的折弯弯曲

选配件[辅助工序改进]
通过平板电脑模拟器(可选),提高了外部和现场的运用性。
平板电脑模拟器(可选)内置折弯CAM软件(可选)。
即使在现场和离线也可以编制和修改折弯数据。
同步模式:可以在现场编制和修改折弯数据,也可以边确认3D模拟程序边折弯作业。
独立模式:即使在加工机使用中也可以取下平板模拟器,在事务所和其它现场也可以边看图纸同时编制折弯数据和模拟。


通过I-CLAMP(选配件)减少模具更换时间
通过常规的螺栓紧固改善了更换冲头的繁琐。通过斜槽的防落功能与夹具对模具同时的压紧功能,大幅缩短了换模时间。

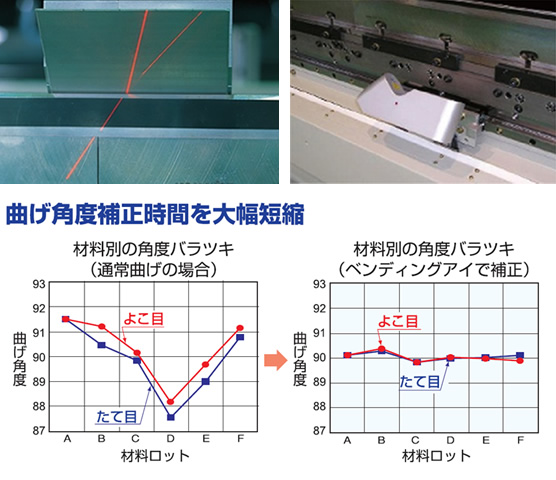
通过折弯眼(选配件)缩短试折和中途检查的时间
通过业界最快的自动补正功能,消除材料波动和长宽方向的角度偏差,可以稳定地折弯加工到所需的角度。
设备本体规格
| 规格项目 | PAS0512NET | PAS5020NET | |
| 最大加压能力 [kN] | 500 | ||
| 工作台长度 [mm] | 1,250 | 2,000 | |
| 允许上模重量 [kg] | 200 | ||
| 侧架间距离 | 960 | 1,700 | |
| 整机高度 [mm] | 2,535 | 2,615 | |
| 机器宽度 [mm] | 1,445 | 1,450 | |
| 喉深 [mm] | 255 | ||
| 工作台高度 [mm] | 915 | ||
| 开口高度 [mm] | 无中间板 | 400 | |
| 有中间板 | 300 | ||
| 最大行程量 [mm] | 150 | ||
| 驱动轴数 | 2 | ||
| 滑块下降速度 [mm /sec] | 100 | ||
| 滑块加压速度 [mm /sec] | 0.15〜50 | ||
| 滑块上升速度 [mm /sec] | 100 | ||
| 驱动方式 | 安全—工程、单动、点动、切 | ||
| 主电机 [kW] | 200V / 50kHz | 4.0 x 2 | |
| 200V / 60kHz | |||
| 机器重量 [tons] | 3.7 | 6.0 | |
| Kpaps功能 | 选配件 | ||
后挡规格
| 规格项目 | PAS0512NET | PAS5020NET | ||
| 移动范围 [mm] | 前后方向 | 0〜550 | ||
| 上下方向 | 50〜210 | |||
| 左右方向 | 左 | −350〜+250 | -710〜+610 | |
| 右 | −250〜+350 | -610〜+710 | ||
| BS2轴 | (±50) | |||
| 移动速度 [m / min] | 前后方向 | 32 | ||
| 上下方向 | 3 | |||
| 左右方向 | 50 | |||
| BS2轴 | (6) | |||
| 设定单位 [mm] | 前后方向 | 0.01 | ||
| 上下方向 | 0.1 | |||
| 左右方向 | 0.1 | |||
| BS2轴 | (0.01) | |||
NC规格
| 规格项目 | PAS0512NET | PAS5020NET |
| 操作方式 | 触摸屏 | |
| 显示方式 | 15英寸160,000色TFT 液晶(XGA) | |
| 控制轴数 | DS:2轴,BS:1轴,Z:1轴,YL,YR:各轴 (BS2:选配件) | |
| 数据存储方式 | CFast卡 | |
| 存储容量(进程数) | 取决于存储卡容量(99工程/工件) | |
| 存储容量(字节数) | 4GB | |
| 外部存储接口 | USB 2.0端口x 1 | |
客户的心声[PAS]
铃木包装株式会社
在2016年3月,铃木包装株式会社引入了PAS5020NET。
由于操作画面非常简单易用,可以在模拟画面中确认折弯完成状态,可以简单地进行深折弯干涉检查,所以无需试折弯。使用选配的一键式夹具可以快速更换模具,缩短了辅助工序时间。
由于伺服直驱,因此循环运转时间非常短,同时全长精度也达到要求,因此得到了生产性提高的高度评价。


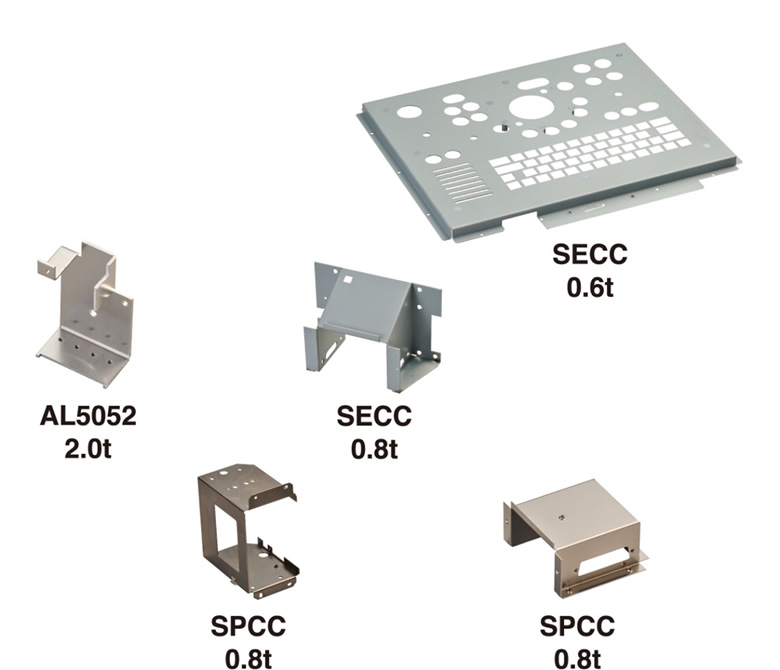
加工实例