Free motion for your Future.
自由模式,面向未来
相遇新型伺服压力机“H1F-2”,改变“制造现场”,改变“未来”。
用1台伺服压力机对应更多的产品
模式设定简单
长时间保持产品精度
和以前的机械压力机同等的电源容量

重点
小松的新型伺服压力机不仅实现了高精度加工,还有很多降低运行成本和加工成本费用的秘密。关键词,赚钱的压力机。
用1台伺服压力机对应更多的产品

不用预备加压能力相同、行程长度和生产速度不同的冲压机吗?
在拉伸加工中
一般在拉伸加工中,产品的高度较高,产品从较高的滑块位置拉伸成型。 因此,压力机需要做到长行程、大工作量。
在顺送加工中
一般在顺送加工中,产品的高度较低,产品的生产数量多。因此,冲压机需要做到行程短、生产速度( SPM )快。
需要各种压力机的情况
综上所述,有根据不同产品需要不同规格压力机的情况,也有扩大工作范围时需要引进新设备的情况。
行业领先的长行程和摆动模式的组合,1台设备兼具高通用性和生产性。
行程长度比以前机型提高的同时,生产速度是以前机型的同等以上!通用性高
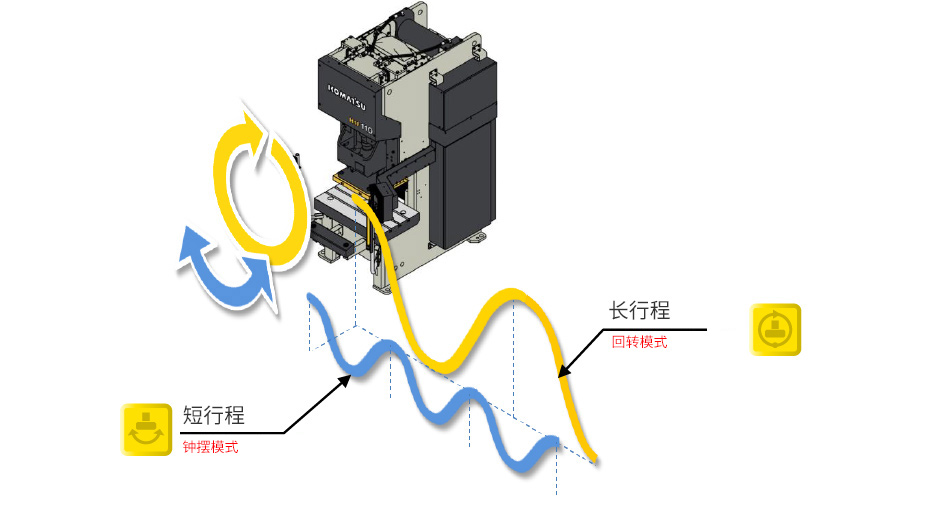
为了对应广泛的产品,采用行业领先的行程长度。
根据产品的高度,以最小限度的行程长度设定摆动模式时可确保高生产性。
因为通用性优秀,有了这款伺服压力机,即使对于今后的市场变化,也能够灵活对应。
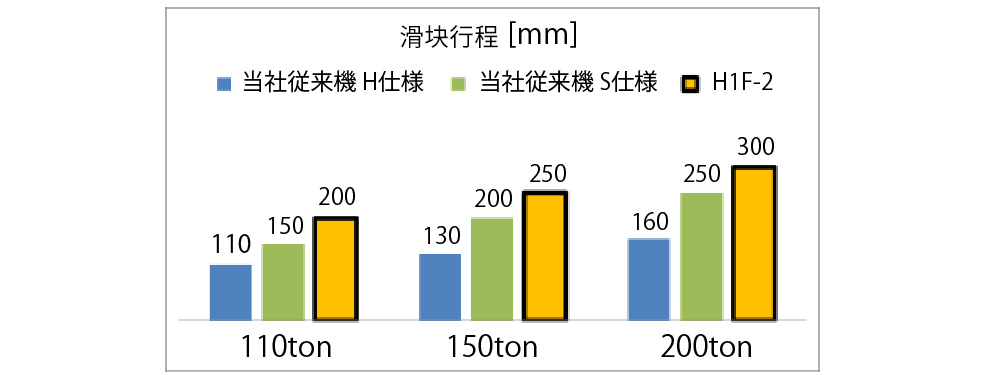
行业领先的行程长度
行程长度相比我社以前的伺服压力机加长了20%~33%。
模式设定简单
生产性和成形性可以兼顾吗?
对于提高成形性
对于一般的拉伸和折弯成形,采用低速成形。对于板锻造和压扁加工,低速加工和下死点停止是有效的。 但是另一方面,与提高成形性相反,降低滑块速度和停止会降低生产效率。
对于提高生产性
在成形无关的区域快速移动滑块,仅在成形开始(模具触摸)到完成的区域以合适的模式移动滑块,这关系到生产速度的提高。
反复试验的模式变更
但是,由于压力机的加工在一瞬间进行,用肉眼很难知道正确的成形开始位置(模具接触材料的位置),因此,对于设定追求生产性的模式,需要反复试验。
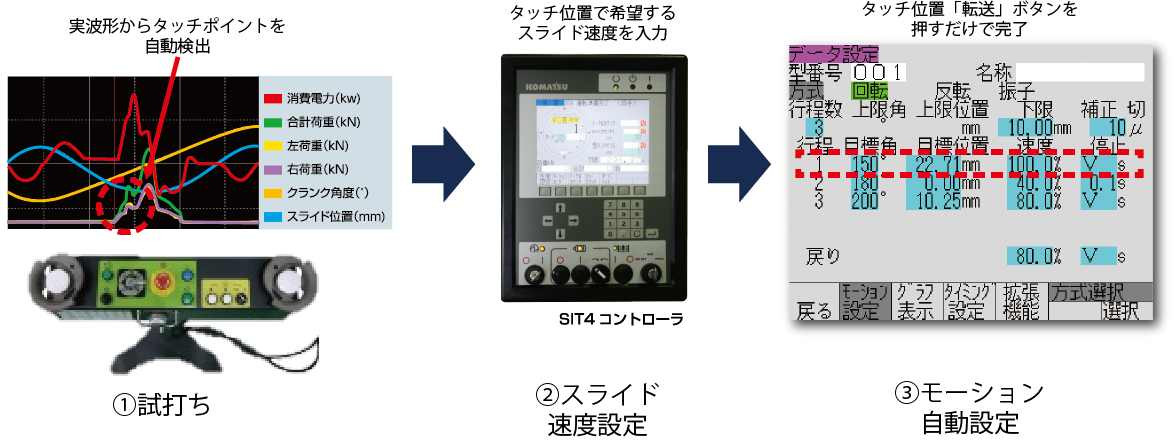
“模具触摸位置检测功能”轻松解决模式设定
只要按下[试打]键,简单读取模具接触位置。约1分钟
长时间保持产品精度

产品精度会随着时间发生偏差吗?
各种热影响
生产中环境温度的变化和压力机、模具产生的热量,主要通过压力机和模具的热膨胀,改变尺寸,最终影响产品精度。如果是在恒温室生产,可以将这些影响控制在最小限度,但是很多生产现场不希望有这样的环境。
为了稳定的良品生产
在生产现场,根据以往的经验,停止压力机生产,定期进行闭合高度的微调整、增加产品尺寸的抽检频率,为了稳定的良品生产,这些都要被关注。
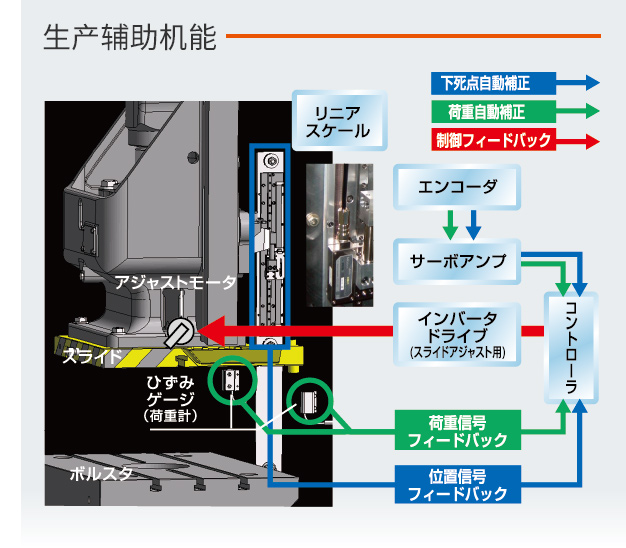
根据线性光栅尺测量的实际滑块位置、载荷计测量的实际成形载荷为基础,自动控制滑块位置的独自技术。可以减少闭合高度的修正和检查的频率。
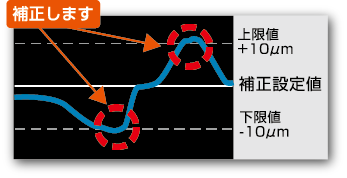
通过修正滑块的下死点偏差在一定范围内,保持较高的下死点精度。
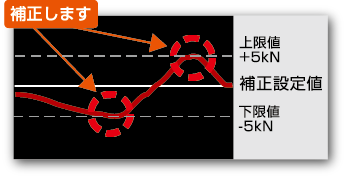
通过修正成形时最大载荷的偏差在一定范围内,保持稳定和高精度的成形。
反转模式可进一步实现“超”高精度加工
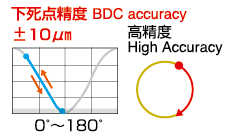
通过下死点的全闭环反馈控制,实现“超”高精度
对于反冲加工等需要更高下死点精度的产品,请使用反转模式。
根据线性光栅尺测量的实际滑块位置,通过在下死点跟前使滑块反转的全闭环反馈控制,实现每次下死点位置的“超”高精度加工。
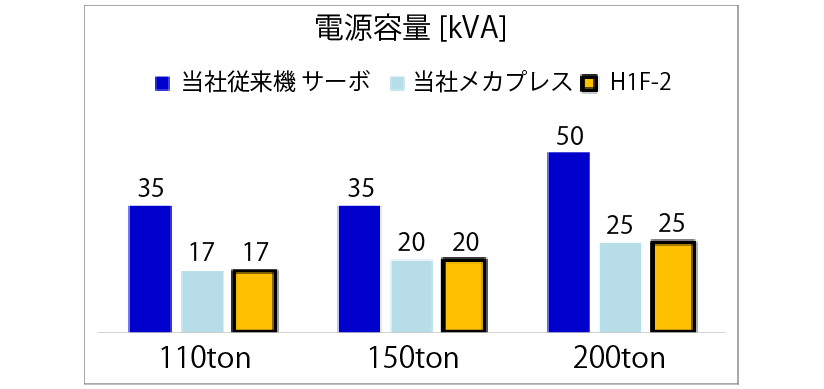
和以前的机械压力机同等的电源容量

工厂的电源容量,足够吗??
机械压力机的电源容量、消耗电力
机械压力机通过不断旋转飞轮,积蓄成形时的能量进行冲压加工。电源容量虽然比较小,但是无论压力机是否生产总是旋转飞轮,因此总是消耗电力。
以前伺服压力机的电源容量、消耗电力
伺服冲压机从工厂电源直接获取成形和加速时的能量进行冲压加工。由于冲压成形瞬间需要较大的能量(大电流),因此需要较大的电源容量,由于仅在压力机生产时消耗电力,因此消耗电力较小。
电源容量需要提高的情况
由此可见,以往机械压力机更新为伺服压力机时,即使节能,也有需要重新修改电源容量的情况。
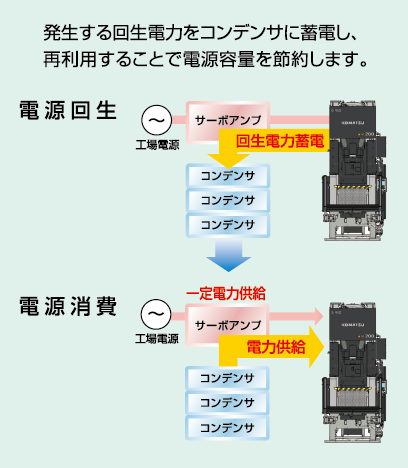
峰值电流抑制电容器(选配件)抑制电源容量
从机械压力机更新为伺服压力机时,如果安装峰值电流抑制电容器(选配件件),无需重新调整电源容量
峰值电流抑制电容器(选配件)
从一次电源向电容器内蓄电,在需要大电流的成形、加速时使用,电源容量与以前的机械压力机相当。
另一方面,再利用压力机减速时储存在电容器内的回收电力,所以节能。电源容量可与机械压力机直接替换,也实现节能。
取得MF Eco-Machine认证
取得了日本锻压机械工业会的MF Eco-Machine认证注册的机器。推进工厂的节能化。

| 机型 | H1F110-2 | H1F150-2 | H1F200-2 | |||||||||||||
| 机架形状 | C型 | O型 | C型 | O型 | C型 | O型 | ||||||||||
| 加压能力 | kN | 1100 | 1500 | 2000 | ||||||||||||
| 行程长度 | mm | 200 | 250 | 300 | ||||||||||||
| 最大行程数 | min-1 | 70 | 60 | 50 | ||||||||||||
| 钟摆行程长度 | mm | 30-150 | 30-200 | 30-250 | ||||||||||||
| 钟摆行程数 | min-1 | 〜77/ St150 | 〜102 / St80 | 〜138 / St30 | 〜79/St160 | 〜88 / St120 | 〜100 / St80 | 〜62 / St200 | 〜72 / St160 | 〜89 / St110 | ||||||
| 装模高度 | Mm | 350(标准)/ 380(长) | 420(标准)/ 450(长) | 450(标准)/ 480(长) | ||||||||||||
| 滑块调节量 | mm | 100 | 120 | |||||||||||||
| 滑块尺寸 | 左右 | mm | 620 | 700 | 700 | 820 | 850 | 1050 | ||||||||
| 前后 | mm | 530 | 550 | 650 | ||||||||||||
| 工作台尺寸 | 左右 | mm | 1100 | 900 | 1100(标准)/ 1250(宽) | 1070 | 1450 | 1200 | ||||||||
| 前后 | mm | 680 | 760 | 840 | ||||||||||||
| 厚度 | mm | 150 | 165 | 180 | ||||||||||||
客户的心声 [H1F-2]
三重近藤株式会社
由于以前的机械压力机精度会发生偏差,在通过300吨锻造压力机加工的管道小压扁加工的试做中使用了H1F-2,高精度的加工变得稳定。另外,在用于6.2mm铜合金圆棒的压扁加工时,压扁部位的平坦度非常重要,虽然其它压力机难以加工,但通过控制H1F-2的下死点运动,可进行稳定的高精度加工。
Y社
虽然制作了翻边加工精度严格的产品,如果不使用下死点精度和重复精度优秀的压力机进行加工,肯定会发生偏差。和机械压力机相比,好像不良率可以改善到不同位数的程度。作为H1F-2的特点,通过图表显示可以直观地把握最大载荷和卸荷时的状态,因此可以轻松地找到加快、减缓滑块速度的位置。

加工实例
SUS、分离材料的拉伸成形加工
7710.png")
 连杆模式(回转)
连杆模式(回转)冲小孔加工
7990.png")
7992.png")
8045.png") 连杆模式(钟摆)
连杆模式(钟摆)齿轮、异形件的精密冲裁加工
8139.png")
8141.png")
8192.png") 连杆模式(钟摆)
连杆模式(钟摆)高精度折弯加工
8317.png")
8319.png")
8369.png") “下死点自动补正功能” 连杆模式(钟摆) 偏差修正在±10μm以内
“下死点自动补正功能” 连杆模式(钟摆) 偏差修正在±10μm以内板锻造、高载荷成形
8499.png")
8501.png")
8551.png") 「载荷自动补正功能」 连杆模式(回转) 保持成形载荷一定数值
「载荷自动补正功能」 连杆模式(回转) 保持成形载荷一定数值