改进后更容易使用的伺服压力机
混合动力AC伺服压力机H1F-1,通过先进的CNC控制和混合驱动力驱动机构的组合,实现了高生产性和高精度加工。
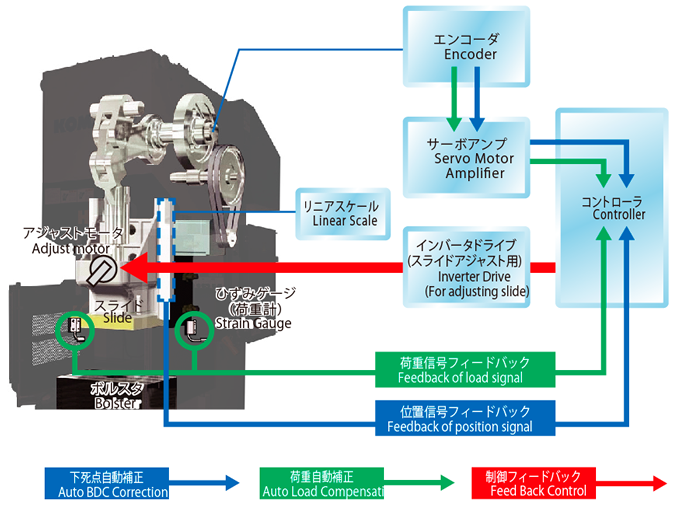
通过机器的生产性、液压的成形性以及线性光栅尺,实现高精度。
不依赖模具,以压力机一决高下的时代。
最适合薄板的冲裁加工

重点
感觉到冲压加工的极限了吗?不要放弃。
让迄今为止做不到的事情成为可能,那就是小松伺服压力机
通过机器的生产性、液压的成形性以及线性光栅尺,实现高精度。
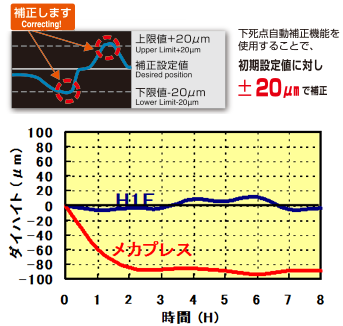
通过小松独创的反馈控制,高精度控制滑块位置。通过[下死点自动补正功能]和[载荷自动补正功能],测量下死点位置和载荷的变化,自动控制为一定的数值,实现了以前的机械压力机难以实现的高精度加工。

不依赖模具,以压力机一决高下的时代。
生产性没有提高,您有困扰吗?
工件跳动不稳定(薄板))
提高速度时开裂(接触速度)
提高SPM时模具寿命缩短(加工发热)
由于H1F可以仅将必要的部分设定为低速,因此可以提高整体生产性。
通过连杆机构和AC伺服控制的组合,实现基于生产性和慢速接触的高精度加工。
采用在锻造压力机中有实绩的连杆机构,由于加工范围内滑块速度慢,因此成形性优秀,实现高精度加工。要是设定自由运动,由于仅在必要的位置更多降低速度,因此不用降低生产SPM即可兼顾成型性和生产性。

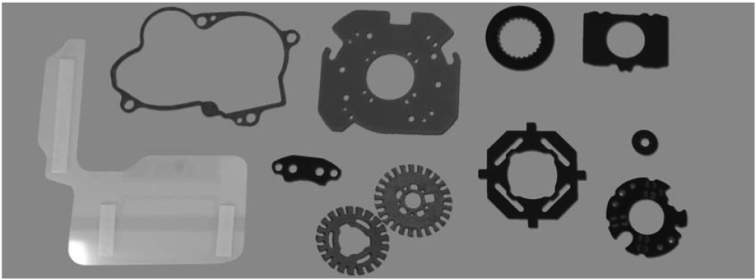
薄板的冲裁加工
在薄板冲裁方面,您有困扰吗?
・没有打穿(半穿))
・一天内需要多次调整下死点
・模具寿命短
H1F-1通过闭合高度的自动补正功能(下死点自动补正功能),对于目标下死点位置,始终在±20μm以内进行补正。
| 机型 | H1F35-1 | H1F45-1 | H1F60-1 | H1F80-1 | ||||||
| 规格 | CS | CH | CS | CH | CS | CH | CS | CH | ||
| 加压能力 | kN | 350 | 450 | 600 | 800 | |||||
| 行程长度 | mm | 80 | 40 | 100 | 50 | 120 | 60 | 130 | 100 | |
| 最大行程数 | min-1 | 120 | 240 | 100 | 200 | 85 | 150 | 75 | 110 | |
| 装模高度 | mm | 210 | 250 | 300 | 320 | |||||
| 滑块调节量 | mm | 55 | 60 | 65岁 | 80 | |||||
| 滑块尺寸 | 左右 | mm | 350 | 400 | 500 | 550 | ||||
| 前后 | mm | 300 | 350 | 400 | 450 | |||||
| 工作台尺寸 | 左右 | mm | 700 | 800 | 900 | 1000 | ||||
| 前后 | mm | 400 | 450 | 550 | 600 | |||||
| 厚度 | mm | 86 | 110 | 130 | 140 | |||||
客户的心声 [H1F-1]
株式会社山田制造所
在排出产品时,为了不损伤产品,有在压力机回转1次时从后侧拿出托盘拾取产品的方法,但是想要通过使用可以调整回转速度的伺服压力机,分别控制加工和排出速度,以此提高生产量。 对于胶片类加工中特别常见的“毛边”,期待通过在下死点处缓慢冲裁,抑制“毛边”的发生。

株式会社饭冢制造所
尽管是通用压力机,伺服压力机在本公司被用于和锻造压力机同样的加工中。如果是伺服压力机,压力机侧可以做各种各样的事情,因此感觉模具技术不再需要了。另外,通过落料时缓慢脱模,可以让声音保持安静等,对控制噪音也很有效,能够改善作业环境。

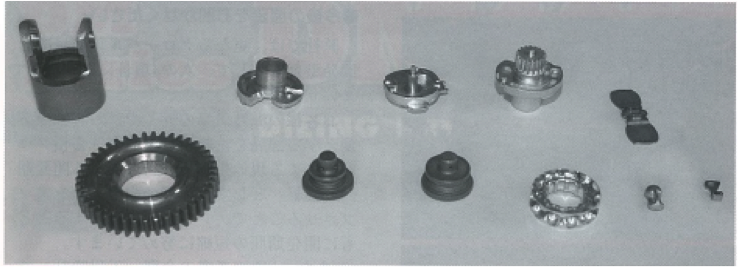
加工实例