通过双轴独立的伺服驱动
高精度保持滑块的平行度
实现了生产性和成形精度的进一步提高
自由模式扩大加工范围
轻松对应深拉伸加工
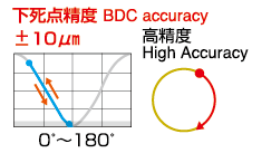
长时间保持产品精度

重点
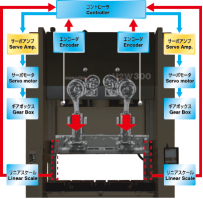
H2W,通过双轴伺服满足冲压加工中重要的3个要素(高生产性、高成形性、高精度),提高客户的利益。通过双轴独立的驱动机构和AC伺服控制的组合,实现高精度加工。
自由模式扩大加工范围
“自由模式”
使用机械压力机,为了提高成形性而降低滑块速度的话。
生产性下降
使用机械压力机,为了提高成形性而降低滑块速度的话,由于整个回转周期的滑块速度变慢,因此生产性大幅度降低。
作功量下降
使用机械压力机,为了提高成形性而降低滑块速度的话,由于储存能量的飞轮的转速变慢,因此作功量也会下降。对于深拉伸加工等需要较大作功量的成形品,作功量可能不足。
自由模式,1台设备兼顾使形性和生产性
轻松对应深拉伸加工
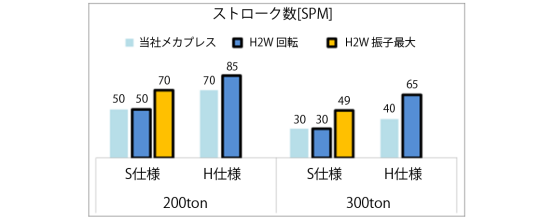
生产速度,与本公司的机械压力机同等以上! 通过自由模式,实现适合成型品的模式设定
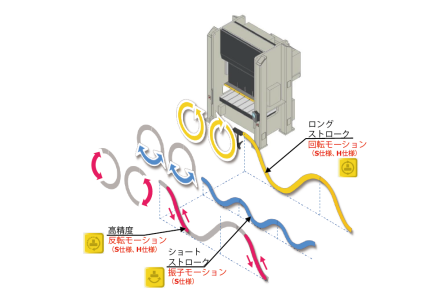
通过伺服压力机的自由模式,设定适合成型品的滑块模式,仅在成形需要的范围内减慢滑块速度,从而兼顾成形性和生产性。在S规格中,以适合成型品高度的行程长度来设定钟摆模式,可以确保更高的生产性。通过2台伺服电机,深拉伸也能发挥充足的作功量,即使改变滑块模式,作功量也不会下降。
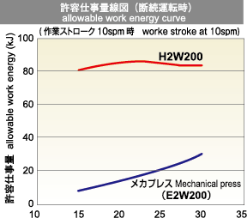
轻松对应深拉伸加工
可以输出无关生产速度的高作功量(能量)。即使为了提高成形性而降低滑块速度,作功量也不会降低,因此以前机械压力机不能对应的深拉伸产品也可以冲压成型。
长时间保持产品精度
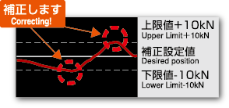
“下死点自动补正功能“ “载荷自动补正功能”
产品精度会随着时间而发生偏差吗?
基于实测值的补正功能,解决产品精度的偏差。
通过线光栅尺测量的实际滑块位置、载荷计测量的实际成形载荷,
自动控制滑块位置的小松独自技术。
可以减少闭合高度的补正和检查的频率
基于实测值的补正功能,解决产品精度的偏差。
3527.png")
双轴独立的反转模式可进一步实现“超”高精度加工
| 机型 | H2W200 | H2W300 | ||||
| 规格 | S | H | S | H | ||
| 加压能力 | kN | 2000 | 3000 | |||
| 行程长度 | 回转 | mm | 250 | 150 | 350 | 170 |
| 钟摆 | mm | 110-240 | 30-140 | 150 | -- | |
| 最大行程数 | 回转 | min-1 | 50 | 85 | 30 | 65 |
| 钟摆 | min-1 | 70 | 120 | 49 | -- | |
| 装模高度 | mm | 500 | 600 | |||
| 滑块调节量 | mm | 120 | 200 | |||
| 滑块尺寸 | 左右 | mm | 1850 | 2100 | ||
| 前后 | mm | 650 | 900 | |||
| 工作台尺寸 | 左右 | mm | 2150 | 2400 | ||
| 前后 | mm | 850 | 1200 | |||
| 厚度 | mm | 180 | 200 | |||
客户的心声 [H2W]


客户案例

松下金属株式会社